روش ساخت لوله اسپیرال

به طور کلی پنج روش عمده و اصلی درساخت و تولید لوله فولادی با قطر بالا متداول و مرسوم است:
۱- روش O & U: در این روش ابتدا صفحه به صور Uشکل و سپس به شکل O در می آید.
۲- روش خمش غلتکی یا نورد هرمی:
در این روش ابتدا صفحه فولادی بین چند غلتک انحنای لازم را به خود گرفته سپس درز نهایی در جایی که دو لبه به هم می رسند جوش داده می شود.
۳- روش C : ساخت لوله به این شیوه که در آن دو نیمه لوله که قبلا به صورت C شکل تهیه شده اند بر روی هم جوش داده می شوند.
۴- روش C & O: این روش ساخت مشابه روش U & O است با این تفاوت که در مرحله اول یعنی مرحله خمش ورق فولادی خمش بیشتری به صفحه اعمال می شود.
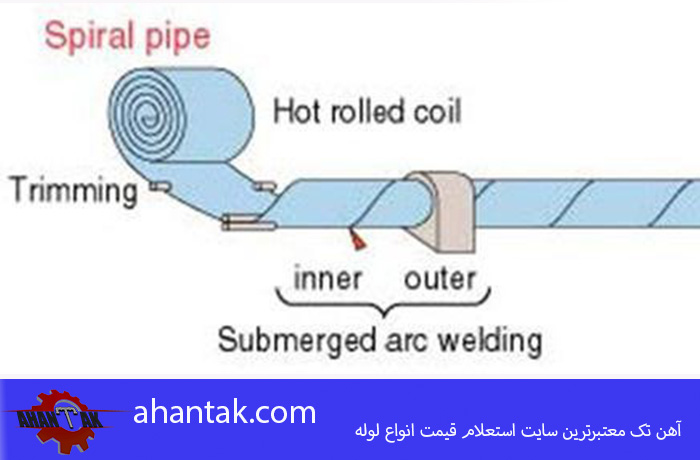
۵- شکل دهی مارپیچی لوله های اسپیرال: که در آن ورق فولادی به شکل رزوه ای که اطراف یک پیچ را گرفته به شکل استوانه و لوله فرم داده می شود و درزایجاد شده بین لبه های ورق جوش داده شده و پر می شود.
در ساخت لوله های درزدار با درز مستقیم ورق فولادی در جهت خروج لوله به ماشین شکل دهی وارد می شود ولی در زمان ساخت لوله های اسپیرال محورهای نوار و لوله با همدیگر زاویه ای ایجاد می کنند که به آن زاویه ورودی یا شکل دهی گفته می شود.
تولید لوله فولادی به روش اسپیرال
در خطوط تولید لوله های فولادی به روش اسپیرال فولادی و در طی فرآیند جوشکاری زیر پودری که به بصورت اتوماتیک انجام می شود، قابلیت تولید لوله های فولادی با قطر ۳۵۶ میلی متر معادل ۱۴ اینچ تا قطر ۳۰۴۸میلی متر معادل ۱۲۰اینچ و درضخامت های ۴ الی ۱۰ میلی متر تولید می شود .
همچنین این لوله ها با گرید های مختلف فولادی ، مطابق با درخواست مشتری و همچنین با توجه به برخورداری از کلیه تجهیزات و امکانات مورد نیاز در فرآیند کنترل کیفیت ، توانمندی تولید مطابق با استاندارد های معتبر مانند ASTM ، AWW C-200 ، DIN تولید می شوند .
مشاهده قیمت انواع لوله اسپیرال : قیمت لوله اسپیرال
فرآیند تولید لوله فولادی به روش اسپیرال:
۱- رول ورق فولادی به وسیله ی غلطک های مسطح کننده که در فاصله های معینی از همدیگرقرار گرفته اند به شکل صاف و مسطح در می آید .
۲- لبه های دو طرف ورق فولادی به علت خرابی , له شدگی , ترک های نا خواسته در این بخش ازفرایند بریده شده و بصورت ضایعات فولادی از خط خارج می شود.
خطوط تولید :
قسمت ورودی ورق فولادی خط تولید:
در ابتدای فرایند تولید ورق را به سمت خط تولید هدایت می کند که شامل:
• آورنده کویل به داخل ماشین
• نگه دارنده کویل
• صاف کننده ورق
قسمت برش و جوش ابتدا و انتهای کلاف فولاد :
برش و آماده سازی قسمت انتهای کویل تولید شده وهمچنین قست ابتدایی کویل جدید و جوش دادن این دو لبه به یکدیگر به روش جوش زیر پودری (SAW)
قسمت مسطح ساز :
ابتدا و انتهای کلاف فولاد تحت فشارغلطک های مسطح ساز صاف و هموارمی شوند.
برش لبه و جمع آوری ضایعات :
در این مرحله از فرایند تولید لبه های ورق با استفاده از دیسک های گردان دربخش برش لبه ، بریده می شود و ضایعات به وجود امده جمع آوری می گردد تا دوباره به مرحله ذوب و ساخت کلاف خام فولادی فرستاده شود.
قسمت رله های هدایتگر کناری :
وظیفه این رله ها نگه داشتن وتنظیم ورق فولادی در مرکز خط تولید اسپیرال
زاویه ساز لبه ورق:
جهت اصلاح ورق و رسیدن به شرایط لازم یعنی زاویه مورد نیاز ، در دو طرف ورق زاویه سازی انجام می گیرد.
بخش موتور کشنده اصلی :
نیروی محرکه لازم جهت باز کردن کویل از هم ، حرکت ورق در تمامی بخش های خط تولید و شکل دهی لوله توسط این بخش انجام می شود.
جک فرم دهنده :
هنگامی که ورق ها ی فلزی از بین غلطک های مختلف عبورمی کند شکل استوانه ای و لوله به خود می گیرد. این غلطک ها برای سایزهای مختلف لوله قابل تنظیم و است.
بخش جوش داخل و خارج خط تولید :
لبه های ورق بعد از لوله شدن و رسیدن به یکدیگر با روش جوشکاری جوش زیر پودری که اتوماتیک انجام می شود ابتدا قسمت داخلی لوله و سپس بخش خارجی آنها به هم جوش داده می شوند.
بخش تست آلتراسونیک خط تولید:
انجام تست آلتراسونیک درزجوش به صورت پیوسته و مداوم توسط این بخش انجام می شود.
قسمت هدایت کننده لوله :
این بخش یکی از قسمت های فرعی شکل دهی ورق است که لوله را در سه موقعیت مختلف نگه می دارد و شرایط پایداری را برای ساخت و جوش لوله فراهم می آورد.
قسمت برش لوله :
لوله های تولدی شده درمتراژهای مختلف مطابق درخواست مشتری و با روش پیشرفته برش پلاسما بریده می شود و لوله هایی در طول های مختلف ایجاد می کند.
بخش تنظیم کننده لبه لوله :
سیستم تنظیم کننده لبه ها جهت تنظیم فاصله میان دو لبه ورق در خلال ساخت لوله استفاده می شود.
قسمت خروجی خط تولید :
بعد ازمرحله برش لوله درطول های مد نظر ، لوله از قسمت خروجی خط تولید خارج می شود.
قسمت شماره زنی لوله :
در پایان فرایند تولید لوله شماره لوله ها درقسمت انتهای لوله مارک می شودکه این شماره های حک شده شامل موارد ذیل است :
• تولید کننده
• اندازه
• ضخامت و گرید فولاد
• شماره لوله
• تاریخ تولید
بخش تخلیه پودر ازدرون لوله های تولیدی :
به کمک این ماشین تخلیه، پودر جمع شده درون لوله در طی پروسه جوشکاری از داخل لوله خارج می شود.
بخش پخ زنی دو سر لوله ها :
سرهای تمامی لوله های تولید شده به صورت زیر پخ داده می شوند :
• زاویه ۳۰º + ۵°
• ریشه ۰٫۸-۲٫۴mm
قسمت تست هیدرو استاتیک :
درآخرین مرحله انجام تست های هیدرواستاتیک مطابق با شرایط استاندارد.