
لوله اسپیرال نوعی از لوله میباشد که از ترکیباتی همچون: پلی اتیلن، فولاد و یا الیاف کربن ساخته شده است و از مزایای فراوانی نسبت به سایر انواع لوله برخوردار است. همانگونه که از نامشان مشخّص است، این لولهها دارای ساختاری مارپیچی هستند و در ساخت آنها از ورقهای فلزّی با ضخامتهای مختلف استفاده شده است.
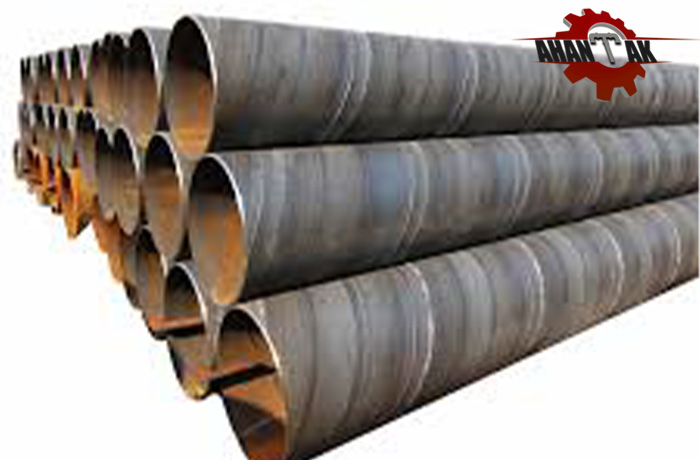
در فرآیند ساخت این لولهها، ورقهای فلزّی با ضخامتهای مختلف ضمن عبور از غلتکهایی با درزهای حلزونی به شکل لوله تغییر شکل پیدا میکنند و نقاط اتصال صفحات به وسیلهی جوشهای زیر پودری دوگانه به یکدیگر متّصل میگردند. با استفاده از این روش میتوان لولههایی با قطرهای مختلف را با هزینهی کمتری نسبت به روش درز مستقیم تولید کرد و از آن برای مصارف مختلفی استفاده نمود.
قیمت لوله اسپیرال
قیمت این لوله های را در جدول زیر مشاهده میکنید. جهت اطلاع از اخرین قیمت روز،مشاوره و خرید با کارشناسان آهن تک در تماس باشیدتا با مشاوره این کارشناسان خریدی مطمئن و به صرفه را تجربه نمایید.
| نوع کالا | سایز(اینچ) | ضخامت(میلی متر) | قیمت هر شاخه |
|---|---|---|---|
| لوله اسپیرال | 10 | 4-5-6-8 | 41000 |
| لوله اسپیرال | 12 | 4-5-6-8-10 | 41000 |
| لوله اسپیرال کالوپ | 16 | 6 - 8 | تماس بگیرید |
| لوله کالوپ | 20 | 6-8-10 | تماس بگیرید |
| لوله اسپیرال کالوپ | 22 | 6-8-10 | تماس بگیرید |
| لوله اسپیرال کالوپ | 24 | 6-8-10 | تماس بگیرید |
| لوله کالوپ | 28 | 6-8-10 | تماس بگیرید |
| لوله اسپیرال تهران | 32 | 8-10 | تماس بگیرید |
| لوله اسپیرال تهران | 34 | 8-10 | تماس بگیرید |
| لوله کالوپ | 36 | 8-10 | تماس بگیرید |
| لوله اسپیرال کالوپ | 40 | 8-10-12 | تماس بگیرید |
| لوله اسپیرال تهران | 42 | 8-10-12 | تماس بگیرید |
| لوله اسپیرال کالوپ | 48 | 8-10-12 | تماس بگیرید |
| لوله تهران | 52 | 8-10-12 | تماس بگیرید |
| لوله اسپیرال تهران | 56 | 12-14-16 | تماس بگیرید |
| لوله تهران | 72 | 12-14-16 | تماس بگیرید |
| لوله اسپیرال تهران | 96 | 12-14-16 | تماس بگیرید |
| لوله تهران | 120 | 12-14-16 | تماس بگیرید |
درباره لوله اسپیرال بیشتر بدانیم
این لوله های فولادی در طی فرآیندهای یک مرحلهای و دو مرحلهای تولید و به بازار عرضه میشود و در ادامه قصد داریم تا اطّلاعاتی را در این رابطه ارائه کنیم.
لوله اسپیرال تک مرحلهای:
در این روش، فرآیندهایی همچون: آمادهسازی ورق، شکل دهی ورق و جوشکاری زیر پودری درزهای داخلی و خارجی به صورت پی در پی صورت میگیرد و رایجترین روش تولید این نوع لوله در جهان محسوب میشود.
لوله اسپیرال دو مرحلهای:
این روش دارای ۴ مرحلهی اصلی میباشد که عبارتند از: آمادهسازی ورقها، شکل دهی آنها، استفاده از جوشکاری GMAW برای جوشکاری درزها و جوش زیر پودری داخلی و خارجی. استفاده از این روش میتواند راندمان تولید لوله را به میزان قابل توجّهی افزایش دهد و مزیّت اصلی آن جدا بودن مرحلهی شکل دهی و جوشکاری نهایی با یکدیگر میباشد.

کاربردهای لوله اسپیرال
لوله اسپیرال از کاربردهای فراوانی برخوردار است و به دلیل پایین بودن هزینهی تولید آن امروزه از آن بطور گستردهای در صنایع مختلف استفاده میشود. از جمله رایجترین کاربردهای این لوله میتوان به مواردی همچون:
استفاده در صنایع گاز و نفت به منظور انتقال مایعات و گازهایی با دما و فشار متعادل، استفاده در فرآیندهای آبرسانی شهری و استفاده در فرآیندهای آبیاری کشاورزی اشاره کرد. همانگونه که مشاهده میکنید، بازده بالای این لولهها موجب شده است تا امروزه از آنها در فرآیندهای مختلفی استفاده شود و لازم به ذکر است که جنس لوله اسپیرال میتواند بر اساس نوع مایعی که قرار است در داخل آنجریان پیدا کند متفاوت میباشد.
مزایای لوله اسپیرال:
۱- از جمله مهمترین مزایای این نوع از لولهها میتوان به موارد زیر اشاره کرد:
۲- برخورداری از خواص مکانیکی بالا
۳- برخوردار بودن از یکنواختی مناسب در طول لوله
۴- برخورداری از انعطافپذیری بیشتر نسبت به سایر لولهها در صورت نیاز به خمکاری
۵- دارا بودن از صرفهی اقتصادی در زمینهی فرآیندهای صنعتی و تولیدی
۶- برخورداری از مقاومت مناسب در برابر ترک خوردگی و شکستگی در هنگام مواجهه با فشار سیّالات و مایعات

روشهای ساخت لوله اسپیرال:
علاوه بر استفاده از غلتک برای ساخت این لوله میتوان از روشهای دیگری نیز آن را تولید که که از جمله مهمترین آنها میتوان به موارد زیر اشاره کرد:
روش ۲C:
در این روش، ابتدا دو دو ورق با ضخامتهای یکسان ابتدا به شکل حرف C انحنا داده میشوند و سپس به یکدیگر جوش زده میشوند.
روش U And O:
در این روش، ابتدا صفحات فلزّی ابتدا به شکل حرف U خم میشوند و سپس به شکل حرف O خم میگردند.
روش C And O:
این روش همانند روش U And O میباشد با این تفاوت که در مرحلهی اوّل خم کردن صفحات فشار بیشتری به ورقها وارد میگردد.
نوع جوشکاری استفاده شده در ساخت لوله اسپیرال:
در ساخت این نوع از لوله ها از جوشکاری قوس زیر پودری استفاده میشود تا میزان استحکام و مقاومت لوله تحت تاثیر عواملی همچون اکسید شدن جوشها قرار نگیرد. در این روش، قوسها در زیر پودر مخصوص جوشکاری به این روش مخفی میشوند و از این طریق از مواجههی جوشها با اکسیژن آزاد جلوگیری میشود. همچنین لازم به ذکر است که در فرآیند تولید این لولهها جوشکاری هم از داخل و هم از خارج صورت میگیرد و از به همین دلیل، احتمال بوجود آمدن درزها و ترک خوردگیهای کوچک به میزان قابل توجّهی کاهش مییابد.

لوله اسپیرال در چه اندازهها و سایزهایی تولید میشود؟
این لوله های فولادی بر اساس نوع کاربرد میتوانند در اندازههای ۱۶ تا ۱۲۰ اینچ تولید شوند و به دلیل ارزان بودن مراحل تولید از بازده اقتصادی بیشتری در فرایندهایی همچون لوله کشی آب و گاز برخوردار میباشند. همچنین،این لوله ها با طولهای ۶ و ۱۲ متر تولید میشود که از نظر کاربردی تفاوتهای چندانی را با یکدیگر ندارند.
فرایند ساخت لوله اسپیرال:
ساخت این لوله ها پس از قرار دادن ورقها آماده شده در داخل دستگاه فرآیند تولید آن در مراحل زیر ادامه مییابد:
در مرحلهی اوّل، برش و آماده سازی انتهای کویل قدیمی و ابتدای کویل جدید صورت میگیرد و این قسمتها به وسیلهی جوش زیر پودری به یکدیگر متّصل میشوند و در ادامه ابتدا و انتهای کلاف ایجاد شده به وسیلهی غلتک صاف میشود و لبههای ورق با استفاده از دیسکهای گردان برش داده شده و از خطّ تولید خارج میشوند زیرا این قسمتها معمولاً از کیفیّت پایینتری برخوردار هستند و امکان خرابی و ترک لوله را افزایش میدهند.
در ادامه، ورق آماده شده به منظور رسیدن به زاویهی انحنای مورد نظر در زیر دستگاه تنظیم و جابجا میشود و در هنگام عبور از زیر غلتکهای مختلف انهناهای لازم در ورق آماده ایجاد میگردد. سپس، با استفاده از جوش زیر پودری لبههای داخلی و خارجی جوشکاری میشوند و لوله به انتهای مرحلهی تولید میرسد و سپس تست التراسونیک جوش به صورت پیوسته انجام میشود و لوله بر اساس سفارش مشتریان در طولهای مختلفی به وسیلهی برش پلاسما برش داده میشود. در انتها، تستهای هیدرواستاتیک برای سنجش میزان مقاومت لوله انجام میگردد و لولهها برای ارسال آمادهسازی میشوند.

روش بازرسی کیفیت لوله اسپیرال فولادی مارپیچ
لوله های اسپیرال فولادی بعد از فرایند ساخت و تولید و قبل از خروج از کارخانه تحت آزمایش عملکرد مکانیکی ، آزمایش یکنواختی و همواری سطح لوله و آزمایش شعله وری و گرمادهی به لوله قرار می گیرد و باید تمامی الزامات مندرج در استاندارد ساخت لوله های اسپیرال فولادی را برآورده سازد.
روش بازرسی کیفیت لوله فولادی مارپیچ به شرح زیر است:
۱- بازرسی سطح و یکنواختی خط جوش لوله اسپیرال
بازرسی ظاهر اتصالات خط جوش داده شده یک روش بازرسی ساده و پرکاربرد است که بخش مهمی از بازرسی محصولات تولیدی نهایی است. که عمدتاً برای یافتن نقایص و اشکالات درمسیر خط جوش لوله اسپیرال است. جهت یافتن این ایرادات احتمالی به طور کلی توسط چشم مسلح و با استفاده از ابزارهایی مانند قالب های استاندارد ، سنج و ذره بین لوله بازرسی می شود. در صورت وجود نقص در سطح ظاهری جوش ، احتمال نقص در داخل جوش وجود دارد.
۲- بازرسی به شیوه فیزیکی لوله اسپیرال
قطعه کار لوله اسپیرال معمولاً با استفاده از آزمایش غیر مخرب انجام می شود. آزمایش غیر مخرب شامل تشخیص عیب مافوق صوت ، بازرسی گرافیکی رادیویی ، بازرسی نفوذ و تشخیص نقص مغناطیسی است.
علاوه بر تست آب بندی لوله ،میزان تحمل فشارسیال عبوری از لوله باید تحت آزمایش قرار گیرد. دو نوع تست فشار هیدرولیک و تست فشار هوا وجود دارد. هر دوتای این آزمایشها به جهت اندازه گیری و تست میزان چگالی جوش ظروف و لوله هایی که تحت فشار کار می کنند را تأیید می کنند.
۳- آزمایش میزان تحمل فشارلوله اسپیرال
تست فشار هوا نسبت به تست فشار آب حساس تر و سریع تر است و محصول آزمایش شده نیازی به تخلیه ندارد که مخصوصاً برای محصولاتی که دارای زهکشی دشوار هستند ، مناسب است. اما خطرتست فشار هوا نسبت به آزمایش هیدرولیک بیشتر است. هنگام انجام آزمایشات ، باید اقدامات فنی ایمنی مربوطه برای جلوگیریاز صدمات احتمالی در طول آزمایش ، رعایت شود.
۴- تست تراکم لوله اسپیرال
برای جوشکاری لوله های که جهت انتقال مایع یا گاز مورد استفاده قرار می گیرند جوش ها چگال وفشرده نیستند. جهت شناسایی و تشخیص ترک های نافذ ریز ، شکاف ها ، خاکستر حاصل از جوش باقی مانده روی لوله اسپیرال، و ساختار ضعیف ، که با آزمایش تراکم و فشار می توان یافت. روش های تست تراکم شامل: آزمایش نفت سفید ، آزمایش حمل آب ، آزمایش آبگرفتگی و غیره است.
۵- آزمایش هیدرواستاتیک لوله اسپیرال
هر لوله فولادی باید جهت عدم نشتی تحت آزمایش هیدرواستاتیک قرار گیرد. فشار تست وارده به لوله فولادی اسپیرال باید طبق آزمایش محاسبه شود. تست فشار Mpa از آزمون S- هیدرواستاتیک در فرمول P = 2ST / D.
استاندارد ورق فولادی مربوطه ۶۰٪ حداقل عملکرد (Q235 235Mpa) را مشخص می کند.
دسته بندی لوله های اسپیرال با توجه به نتایج بازرسی کیفیت لوله
با توجه به نتایج بازرسی کیفیت لوله های اسپیرال مارپیچی ، لوله های فولادی مارپیچ به طور کلی به سه دسته تقسیم می شوند: محصولات واجد شرایط ، محصولات تعمیر شده و لوله های زباله غیره قابل استفاده.
محصولات واجد شرایط : به لوله های فولادی اسپیرال اشاره دارد که کیفیت ظاهری و کیفیت ذاتی آنها با استاندارد مربوطه یا شرایط فنی پذیرش تحویل مطابقت دارد.
محصولات لوله اسپیرال ترمیم شده: به لوله هایی اشاره دارد که کیفیت ظاهری و کیفیت داخلی کاملاً مطابق با استاندارد و پذیرش نیستند ، اما مجاز به تعمیر هستند و بعد ازانجام عملیاتی دوباره می توان شرایط و پذیرش و استاندارد را کسب نمایند.
لوله اسپیرال مارپیچ قراضه و غیره قابل استفاده : به لوله های فولادی مارپیچی گفته می شود که از نظر ظاهری و کیفیت داخلی بی کیفیت است وحتی پس از انجام تعمیرات شرایط پذیرش و دریافت استاندارد را ندارد.
اقدامات کنترلی جهت جلوگیری از لایه لایه شدن لوله های اسپیرال
۱- بهبود مقاومت لوله اسپیرال
هرچه پاکیزگی فولاد مذاب را بهبود بخشیده و اجزاء مضر را کاهش داده شود .از سیستم خنک کننده مناسب برای جلوگیری از ترک و شکاف در ورق فولادی استفاده شود. اتخاذ فرآیند خنک کننده آهسته خارج از خط برای اسلب یا صفحه نورد برای کاهش استرس داخلی ، به گونه ای که اطمینان حاصل شود که ساختار و خصوصیات مکانیکی محصول نهایی با استانداردهای فنی لوله اسپیرال مطابقت دارد.
۲- كنترل معقول دماي گرم كردن ورق لوله اسپیرال
با کمک منحنی اندازه گیری ارتجاعی ، دمای مطلوب گرمایش انتخاب شود. همچنین باید به زمان حرارت دادن کافی لوله ها برای جلوگیری ازتغییر شکل و بهبود مقاومت توجه شود.
۳- کاهش سرعت چرخش ورق ساخت لوله فولادی مارپیچ
سرعت رول ورق فولادی پارامتر اصلی در فرایند تولید است. درطی فرآیند تغییر سرعت چرخش از کم به زیاد ، یک طبقه بندی مهم برای شروع سرعت رول وجود دارد. شکل گیری سوراخ های لوله اسپیرال با کاهش سرعت چرخش آسان است و شکل گیری و ایجاد اشکالات لایه ای با سرعت زیاد امکان پذیر است. به منظور از بین بردن نقایص لایه لایه شدن شکاف های ریز ، باید سرعت رول به ابتدا یا پایین تر از سرعت بحرانی لایه لایه شدن بحرانی کاهش یابد.
اقدامات کنترلی هنگام تولید لوله های اسپیرال با قطر بزرگ
کنترل تولید لوله های اسپیرال فولادی جوش داده شده مارپیچ قطر بزرگ، عمدتاً برای بهبود استقامت کششی لوله فولادی ، بهبود نظافت فولاد مذاب ، کاهش اجزاء مضر و بهبود کیفیت کلی لوله فولادی است. در فرایند تولید ، یک سیستم خنک کننده معقول اتخاذ شده است تا از ترک خوردگی در داخل جلوگیری کرده و کیفیت لوله فولادی را از جنبه های مختلف بهبود بخشد.
کنترل دمای گرمایش لوله اسپیرال قطر بزرگ
در طی فرآیند تولید ، دمای گرمایش به طور معقول کنترل می شود و با اندازه گیری منحنی مندرج گرمانرم ، دمای مطلوب گرمایش انتخاب می شود. گرمایش شمش فولادی لوله همچنین باید به مدت زمان نگه داشتن کافی برای کاهش مقاومت در برابر تغییر شکل و بهبود استحکام کششی لوله اسپیرال مارپیچ .
لوله فولادی اسپیرال با قطر بزرگ یک اصطلاح کلی است ، به طور کلی به یک لوله فولادی با قطر بیش از ۱ متر اشاره دارد. لوله فولادی مارپیچ با خم شدن ورق فولادی تشکیل شده و سپس جوش داده می شود و لوله فولادی یکپارچه با یک ورق فولادی سوراخ می شود و هیچ اتصال جوشکاری شده روی بدنه لوله وجود ندارد.
این نوع لوله های فولادی یکی از پرکاربردترین لولههای استفاده شده در صنایعی همچون نفت و آبرسانی میباشد و هزینههای تولید آن بسیار پایین است و این مسئله استفادهی روزافزون از آن را موجب شده است. همچنین، این لولهها از مقاومت مناسبی نسبت به ترک خوردگی و شکست برخوردار هستند و این ویژگی موجب افزایش ضریب اطمینان آنها نسبت به سایر انواع لولهها شده است. در کل، این لولهها در جنسها و اندازههای مختلفی قابل تولید هستند و این ویژگی در کنار قیمت ارزان این لوله ها موجب برتری این نوع از لولهها گردیده است.قیمت انواع لوله اسپیرال










ما را در اینستاگرام دنبال کنید

